Phone: 19195667992
Email: sales@brpcb.com

长短金手指工艺研发浅谈
2023-02-27 17:18:30
7118
BRPCB
1、前言
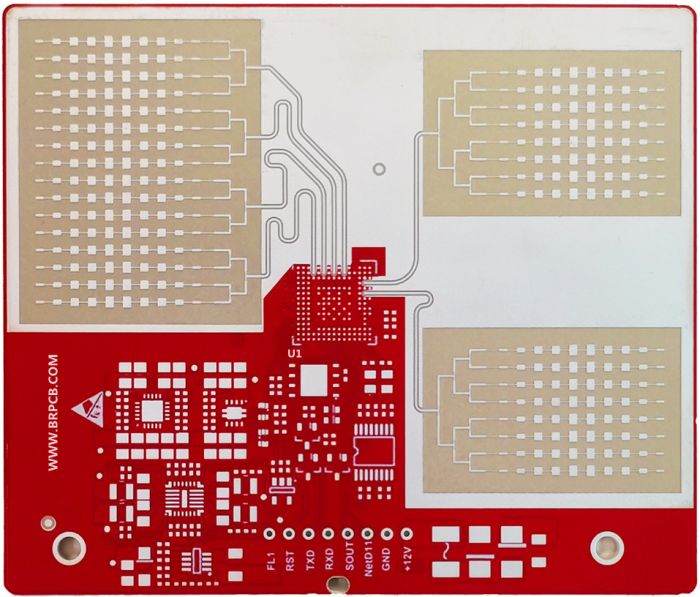
为了适应电子产品功能的多样化、便携化的发展要求,印制电路板不仅出现高孔径比、精细线路的高紧密特征,更是出现一些特殊结构的板件,对于长短金手指选化板,用传统的成型或蚀刻的方法无法将引线完全去除。本文就上述所提出的板件的制作流程进行讨论。
2.常见长短金手指在选化段的制作工艺
目前长短金手指板的生产是用先镀金,再做化金,然后按正常流程做文字,在成型后用斜边的方式将金手指引线去除。以下仅是长短金手指选化段工艺相关的生产流程:(见图2.1)
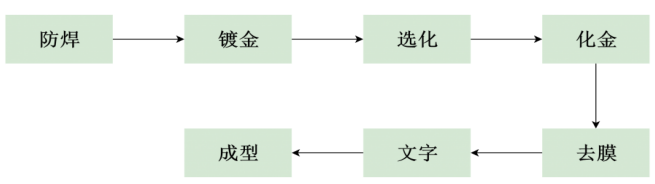
图1.长短金手指化金段的流程图
跟进以上流程特点,可以看出,此种长短金手指的重点管控的制程较多,在一定程度上还存在一定的局限性:
(1)镀金压蓝胶开天窗后,因割胶机的精度只能在11mil。镀金后,金手指引线会镀上金;
(2)镀金后做化金,干膜在化金制程中有脱膜的不良,金手指引线再次上金;
(3)成型斜边45度,只能去掉一部分金手指引线,不能完全去除。
本文开发了一种新的长短金手指制作方法,在一定程度上解决目前加工工艺的难度和局限性。
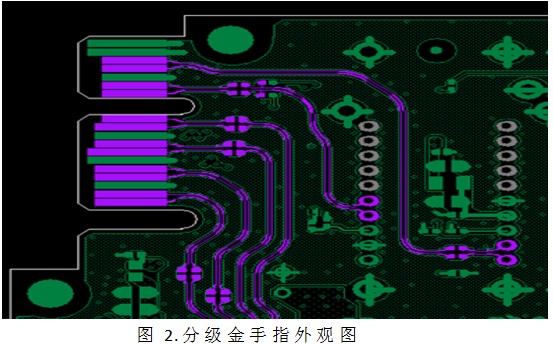
3.分级金手指板件制作
3.1流程设计特点
(1)该类板成型后金手指引线在3mil以内。成型斜边时只有基材,降低金手指刮伤机率;
(2)镀金后用蚀刻去掉金手指引线,能保证金手指外观整齐,在基材上没有引线痕迹。
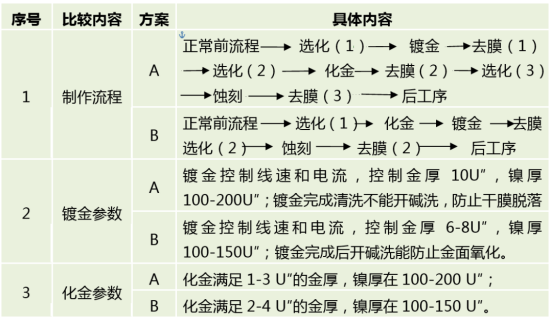
3.2 方案设计
3.2.1 不同方案比较
根据产品的要求,设计不同的制作流程,不同工艺参数的对比,如下表:
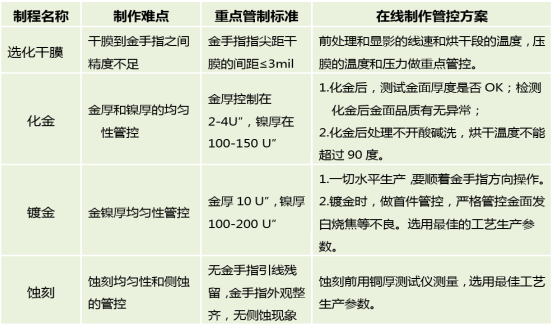
3.2.2 制作难点及方案要点
4.制程数据收集和品质分析
4.1干膜附着力和精度的控制
做第一次选化的干膜与金手指顶端的间距≤2mil;在做第二次选化干膜与金手指间距≤3mil,干膜的PE管控≤50,选化干膜的资料制作如下:
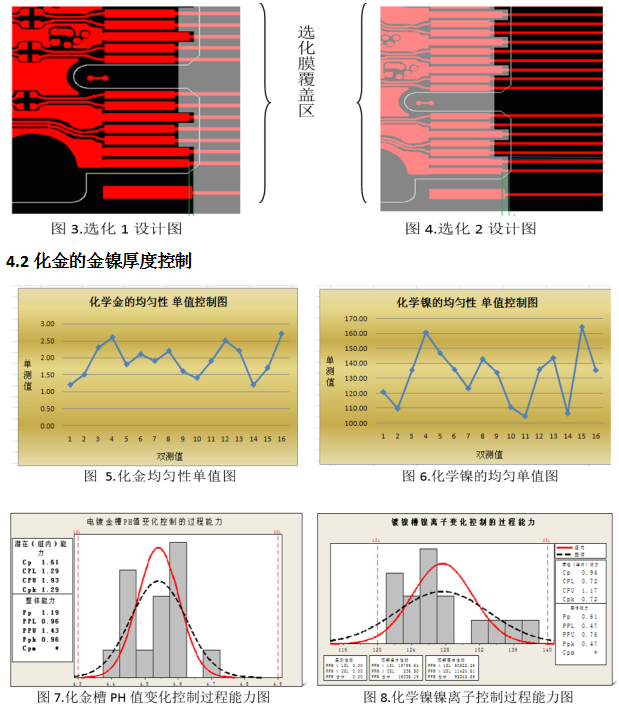
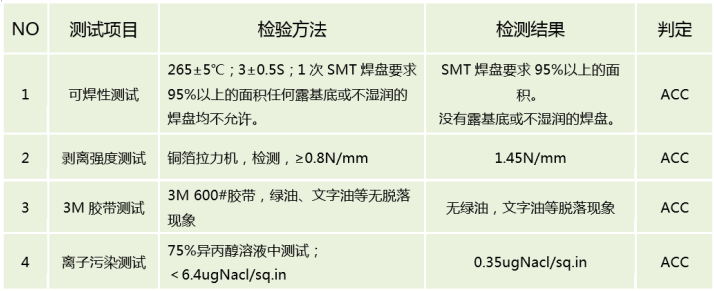
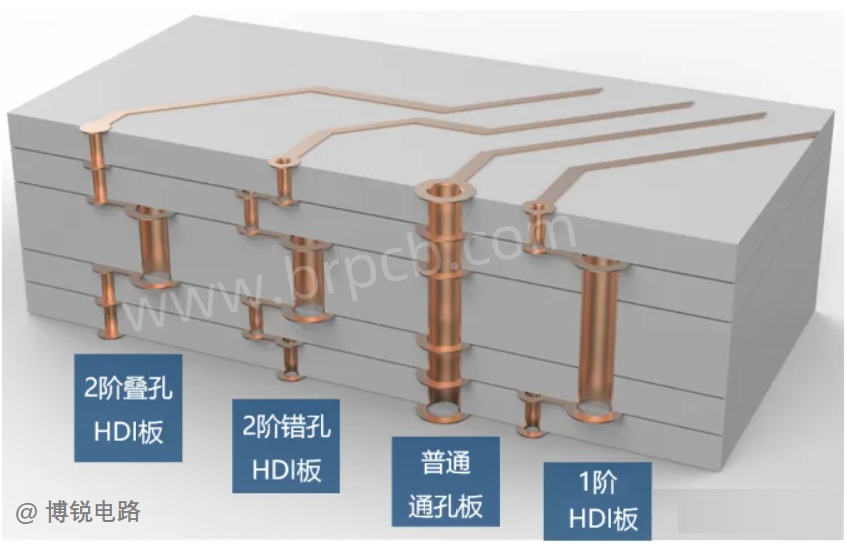
金槽的PH值控制的制程能力为1.27、镍槽的镍离子控制的制程能力0.62,金镍厚度均匀性在85%以上,说明金槽和镍槽离子浓度为定,金镍厚度均匀性良好。
4.3镀金的金镍厚管
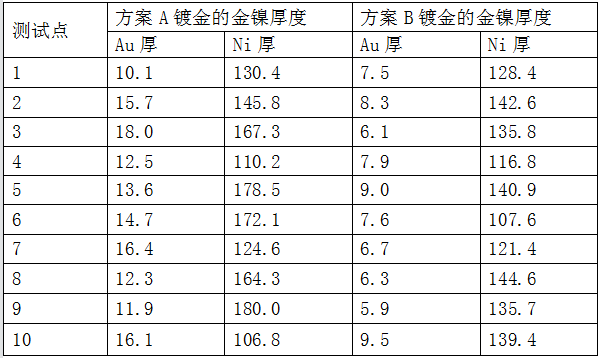
均匀性=1-COV合格标准:偏差小于15%即为均匀性大于85%。
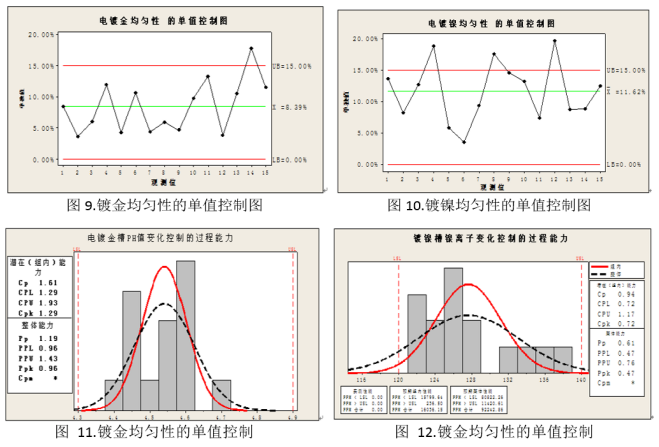
金槽的PH值控制的制程能力为1.29、镍槽的镍离子控制的制程能力0.72,金镍厚度均匀性在85%以上,说明金槽和镍槽离子浓度为定,金镍厚度均匀性良好。
4.4制作效果
4.4.1不同生产流程得到不同的制作效果

小结:方案A是镀金后再做化金,会对做一次选化和去膜流程,因选用附着力较好的干膜,去膜时板面有干膜残留,导致金面漏铜的不良;方案B是用先化金后再镀金,按正常化金板生产,无金面流通现象,镀金是在金手指上加镀金,无金面异色的现象。
4.4.2不同的化金参数得到不同的制作效果
表一:不同方案的化金金镍厚度数据
4.4.3不同的化金参数得到不同的制作效果小结:方案A的金厚在10.1-18.0U〞之间,镍厚在110.2-178.5U〞之间,金镍的波动加大;方案B的金厚在6.1-9U〞之间,镍厚在116.8-142.6U〞之间,方案B的金镍波动值较小。方案B的金镍均匀性良好。
表二:不同方案的镀金金镍厚度数据

小结:方案A的金厚在1.4-4.2U〞之间,镍厚在100.3-192.1U〞之间,金镍的波动加大;方案B的金厚在2.0-3.8U〞之间,镍厚在100.9-155.4U〞之间,方案B的金镍波动值较小。方案B的金镍均匀性良好。
4.5可靠性测试
5、结论
本文介绍了一种特殊的PBC制作工艺,先采用选化将板面和金手指做化金+镀金的选化加工,再用第二次选化将其金手指引线部分显影,用蚀刻的方法将金手指引线去除,用曝光的方法可管控残留金手指引线在3mil以内。
采用本文所用的生产流程,用常规的工艺参数即可生产,将少用机器去除金手指引线的刮伤机率,突破了目前常规生产去除金手指引线的精度方面的局限。开发了一种新的分级金手指制作工艺流程,并实现了长短金手指板订单在公司内的批量生产。
最新文章
HDI板常见的叠构设计有哪些?
546
2025-03-02
HDI的叠构设计允许多层电路层通过精确控制的盲埋孔连接,这些盲埋孔的直径远小于传统PCB的通孔。这种精细的连接方式不仅减少了电路板的体积,还提高了布线密度,使得更多的电子组件能够被集成到有限的空间内。

氮化硅基AMB陶瓷基板如何应对热失配挑战
509
2025-02-22
氮化硅(Si₃N₄)基AMB(活性金属钎焊)陶瓷基板凭借其高热导率(>90 W/m·K)、高强度(抗弯强度>800 MPa)以及优异的耐热冲击性,已成为新能源汽车、光伏逆变器等大功率器件的核心封装材料。
高TG覆铜板对铜箔的技术
574
2025-02-15
为什么普通Tg不能和高Tg混压? FR-4与高Tg的FR-4的区别:是在热态下,特别是在吸湿后受热下,其材料的机械强度、尺寸稳定性、粘接性、吸水性、热分解性、热膨胀性等各种情况存在差异,高Tg产品明显要好于普通的PCB基板材料。
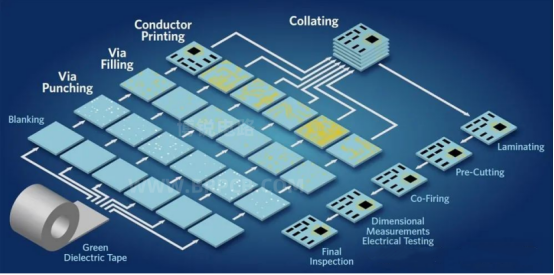
低温共烧陶瓷(LTCC)技术和应用
752
2025-02-14
LTCC技术所使用的陶瓷材料介电常数一般较HTCC小,通过高精度印叠银这种良导体,使得它可以制作很多高频高Q的陶瓷器件。基于这种工艺平台,可以设计和制造从很低的频率到很高(10MHz到10GHz甚至太赫兹)的各种滤波器、功分器、电桥、天线等无源片式器件。
超厚铜电路板PCB设计及生产
1730
2024-12-13
通常情况下,标准PCB的铜层厚度在1盎司(OZ)至3盎司之间,而厚铜板的铜层厚度则可能超过这个范围,甚至达到15盎司或更高。这种设计可以有效地提高PCB的导电性能和承载能力,使得PCB在高电流、大功率的工作环境下也能保持稳定。使用厚铜电路板PCB可以有效满足线路的载流要求,同时提高PCB的散热性能。